
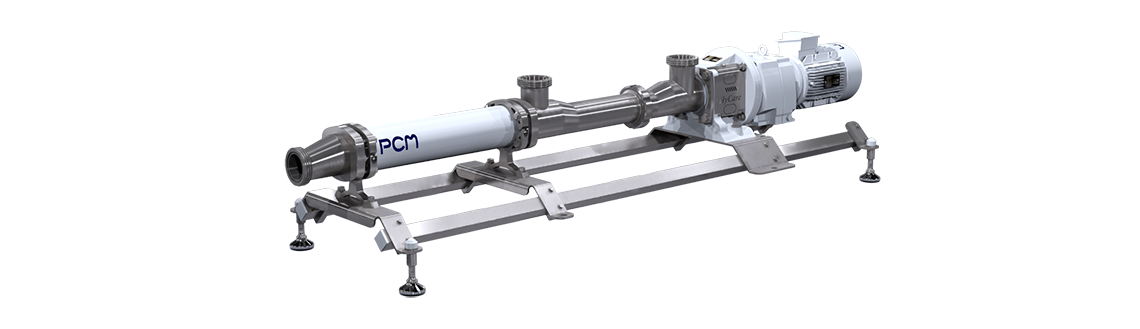
PCM HyCare™:市场上最卫生的螺杆泵
As part of the launching of its new progressing cavity pump, PCM has developped a communication campaign focused on its customers. Indeed, customers' satifaction is always at the heart of PCM concerns. Thus, PCM shares commitment of its customers to excellence. Quality, safety and efficiency are the three ingredients PCM has used to create the new HyCare™ progressing cavity pump.
Featuring a patented body design developed using advanced computational fluid dynamics, PCM HyCare™ is the world's gentlest, most hygienic progressing cavity pump for food-grade applications. It's the first food-grade PCP to treat your ingredients , food safety requirements and budget with equal care.
Quality
HyCare™ protects the quality and the texture of pumped products through Moineau technology. With a HyCare™ progressing cavity pump, 67% of the product texture is protected (compared with Lobes pumps and Bi-Wing pumps that only respect 15
Safety
HyCare™ is the cleanest progressing cavity pump on the market. With 3-A and EHEDG certification, the HyCare™ pump guarantees optimum hygiene for your process.
Efficiency
HyCare™ optimizes the production of its customers. This is the shortest hygienic progressing cavity pump on the market with its new Duraflex flexible shaft. This reduces product loss at the end of production to an absolute minimum.